



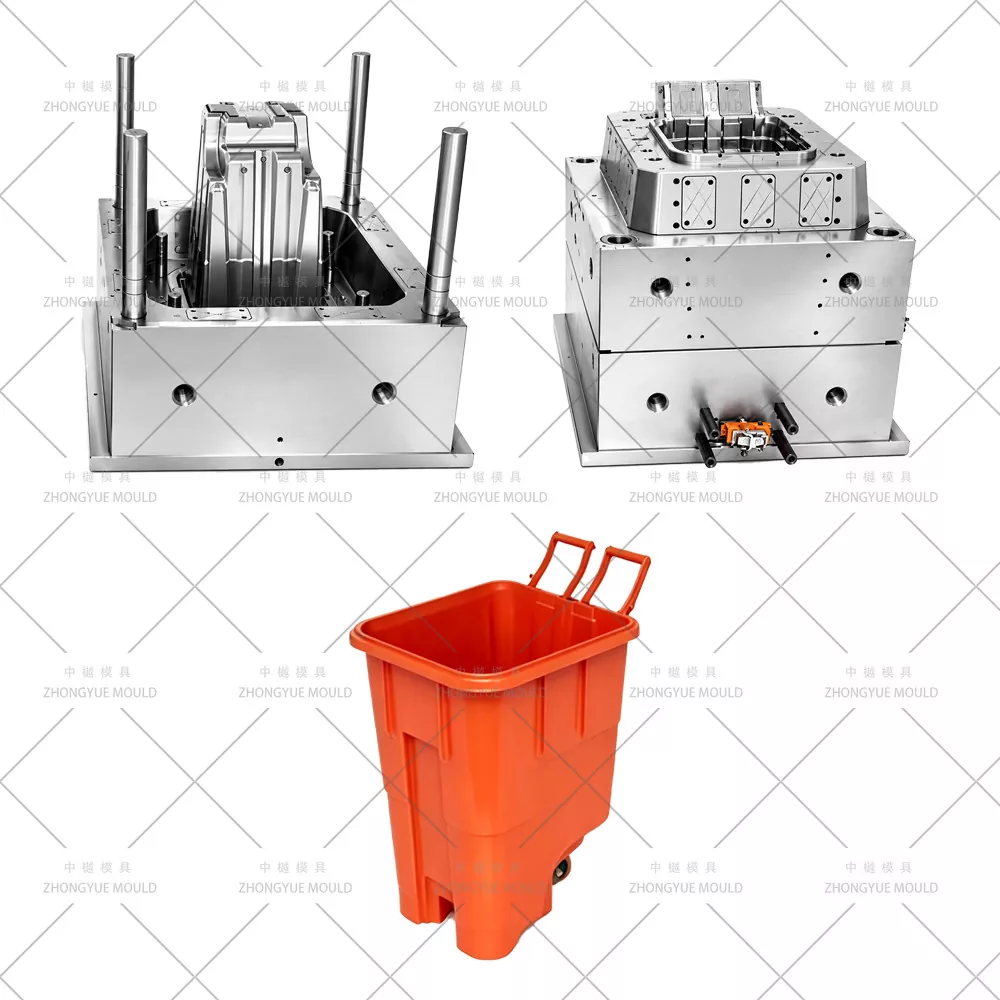
ZHONGYUE MOLD est un fabricant professionnel de moules à injection en Chine, fournissant des moules en plastique pour poubelles extérieures / des moules d'injection pour grandes poubelles extérieures (y compris des corps de poubelles à roulettes, des conteneurs à déchets municipaux et des bacs de recyclage de capacités de 30 L, 60 L, 120 L et 240 L) aux grossistes mondiaux de fournitures municipales, aux chaînes de supermarchés et aux marques privées. Les poubelles extérieures sont généralement moulées en HDPE (polyéthylène haute densité, MFR 0,03-0,08 dg/min pour un ESCR élevé) ou en PP+UV, avec une surface extérieure lisse ou légèrement texturée (VDI 27-30) pour un nettoyage facile et une résistance aux graffitis. Nos moules sont dotés de systèmes à canaux chauds (YUDO / SYNVENTIVE / Mold-Master, porte directe 1 à 4 gouttes ou carotte froide courte), refroidissement par déflecteur profond + insert BeCu (cuivre béryllium) au rayon inférieur et aux intersections de nervures épaisses, ventilation profonde avec inserts d'aération poreux ou évents de ligne de séparation de 0,01 à 0,015 mm pour éviter les brûlures ou les tirs courts sur les tirages hauts (400 à 950 mm), plus Analyse DFM pour vérifier l'épaisseur de la paroi (2,5 à 4,0 mm), la compensation du retrait (HDPE ~ 1,5 à 2,0 %, PP ~ 1,2 à 1,8 %) et la planéité du siège du couvercle.
Des bacs de collecte en bordure de rue de 30 L/60 L aux poubelles à roulettes de 120 L/240 L (carrosserie uniquement — roues et essieux assemblés après moulage) aux couvercles de recyclage à code couleur, nous proposons un examen DFM complet et une simulation Moldflow avant la découpe de l'acier.
|
Article |
Spécifications/Options |
|
|
Nom du moule |
Poubelle extérieure en plastique/poubelle/moulage par injection de corps de poubelle à roulettes (30L-240L personnalisable) |
|
|
Acier pour cavité et noyau |
Cavité : norme P20 (pré-dur HRC 28-33) pour ≤120 L ; 718H (HRC 33-38) en option pour une durée de vie plus longue/des tailles plus grandes ; Noyau : P20/718H ; Diapositives/inserts : H13 (2344 ESR) nitruré |
|
|
Fond de moule |
Base surdimensionnée S50C / LKM / DME (taille du moule réf. 120L : ~1000×800×1200mm ; poids 6-14T selon capacité) |
|
|
Cavités |
Norme 1 × 1 (cavité unique) pour le corps du bac ; Couvercle : 1×1 ou 2×1 en option |
|
|
Système de coureur |
Canaux chauds (YUDO / SYNVENTIVE / Mold-Master, 1 à 2 pointes ouvertes) standard pour ≥120 L ; Ouverture de coulée directe ou canal froid (sous-porte) possible pour 30L/60L ; Canaux froids NON recommandés pour le PEHD à grosses particules de plus de 8 kg |
|
|
Type de porte |
Porte d'injection directe dans la bride supérieure (le plus courant pour les poubelles à roulettes en PEHD) ou pointe chaude vers une bride épaisse ; vestige garni à ras |
|
|
Éjection |
Anneau dévêtisseur + broches d'éjection périphériques au bord de la base ; éjection pneumatique en option pour emboutissage profond > 600 mm |
|
|
Refroidissement |
Déflecteur central Ø12–16 mm traversant le noyau + insert BeCu @ rayon inférieur et nœuds de nervures épais + barboteurs périphériques ; 2 à 3 circuits isolés avec surveillance de la température |
|
|
Diapositives / Inserts |
Glissière peu profonde ou insert libre pour l'évidement du moyeu de roue/fente d'essieu ; H13 nitruré; roues/essieu NON moulés dans cet outil |
|
|
Finition de surface |
Cavité : norme de polissage satiné SPI B1/B2 ; VDI 27–30 grain léger en option ; Noyau : SPI B1 ; PAS de rotin/texture tissée |
|
|
Espérance de vie des moisissures |
≥300 000 tirs (cavité P20) ; ≥500 000 tirs (718H) ; ≥800 000 clichés (diapositives nitrurées H13) |
|
|
Matériau de moulage recommandé |
HDPE (MFR 0,03-0,08 dg/min, stabilisé aux UV, ESCR élevé), PP+UV (moins courant pour >120 L) ; couleur Mo par demande |
|
|
Logiciel de conception |
UG NX, Pro/E, SolidWorks, AutoCAD, Moldflow (refroidissement et analyse de déformation) |
|
|
Contrôle de tolérance |
±0,2 mm en général ; planéité de la bride supérieure ±0,3–0,5 mm ; ovalité du canon ≤1,0 mm (120L), ≤1,5 mm (240L) selon la référence EN840 |
|
|
Délai de mise en œuvre |
50 à 75 jours après l'approbation de la conception du moule 2D/3D (les moules plus grands avec ajustement BeCu et ventilation profonde prennent plus de temps) |
|
|
Matériau du moule |
Dureté |
Durée de vie du moule |
|
P20 |
HRC28-33 |
>300 000 tirs |
|
718 |
HRC 33-36 |
>500 000 tirs |
|
H13 |
HRC >43 |
>800 000 tirs |
|
2344 |
HRC >48 |
>800 000 tirs |
|
S136 |
HRC 48-52 |
>1 000 000 de tirs |
Donnez de la luminosité à votre prochain projet de moule pour poubelle en plastique !
|
Type de pièce |
Matériel commun |
Focus sur la conception de moules |
|
Corps du bac à poussière extérieur (30L / 60L / 120L / 240L) |
HDPE (MFR 0,03-0,08, stabilisé aux UV) ou PP+UV |
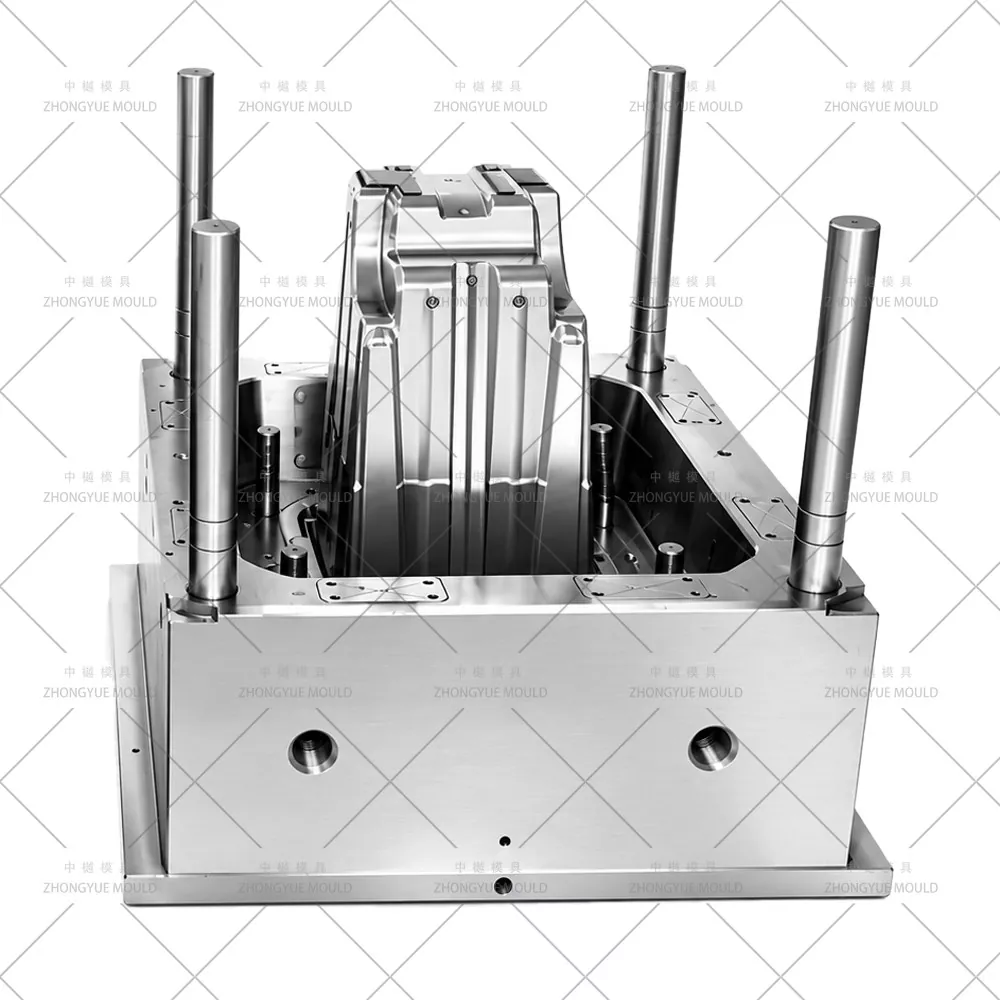
Cavité profonde (H 400–950 mm) ; pointe chaude ou porte directe de carotte ; Insert BeCu au rayon inférieur ; broches d'aération profondes ; 1 × 1 cavité ; conception de nervure de renfort pour éviter la distorsion du canon |
|
Couvercle à pression/charnière pour poubelle extérieure (moule souvent séparé) |
HDPE ou PP (couleur contrastée pour le codage de recyclage) |
Généralement 1 × 1 ou 2 cavités ; zone charnière parfois intégrée ; SPI B1/B2 poli ou léger VDI 27-30 ; porte sous-marine sur bride intérieure |
|
Évidement intérieur/chariot/moyeu de roue (formé dans le moule du corps) |
Corps en PEHD |
Curseur local ou insert libre pour l'évidement de l'axe de roue - les roues elles-mêmes sont achetées et assemblées après moulage, NON moulées dans cet outil |
|
Rabat à ouverture avant/supérieure (en option, certains marchés) |
Surmoulage HDPE ou TPE – moule de substrat uniquement |
Tirage peu profond ; 1×1 ou 2 cavités ; parfois cavité fendue en cas de contre-dépouille présente |

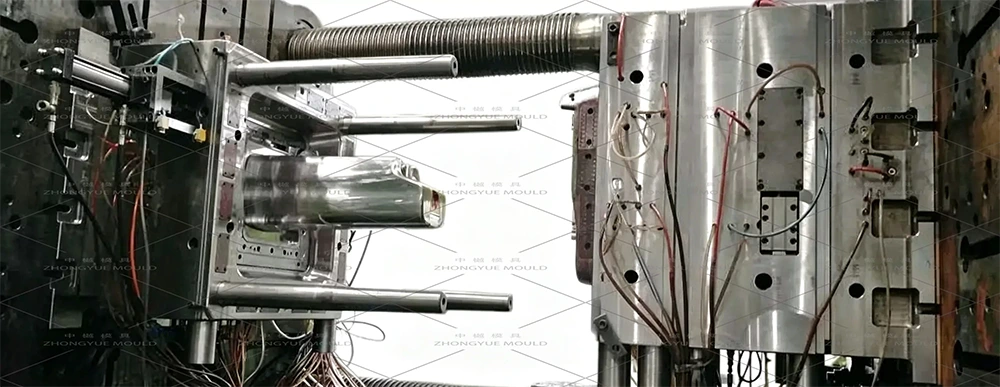
Canaux chauds/injection directe de carottes pour grande capacité— Les bacs de 120 L/240 L utilisent généralement des canaux chauds ouverts à 1 ou 2 pointes (YUDO / SYNVENTIVE) ou une carotte surdimensionnée directement fermée dans une bride supérieure épaisse (la buse de la machine entre directement en contact avec la douille d'injection) pour réduire la perte de pression dans le PEHD à grenaille élevée. 30L/60L peuvent utiliser une sous-porte froide ou une pointe chaude à canal court. Vanne séquentielle non requise — le remplissage est assisté par gravité par la porte supérieure.
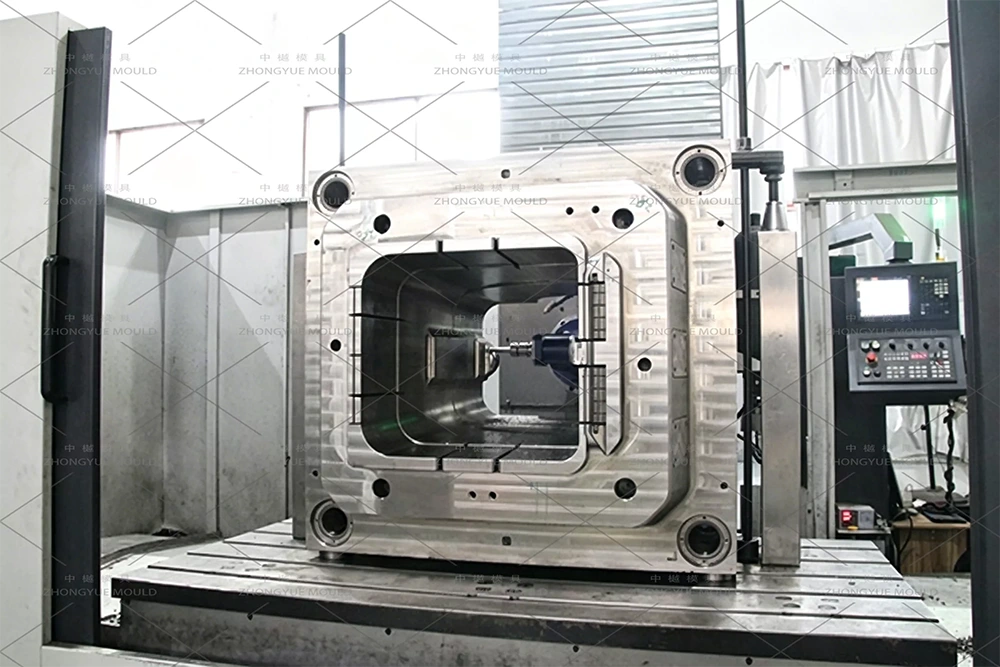
Refroidissement profond de la cavité— Déflecteur central + insert BeCu au rayon inférieur et aux nœuds à nervures épaisses — Déflecteur Ø12–16 mm traversant le noyau ; Insert BeCu dans les zones les plus chaudes (transition inférieure et filet d'évidement du moyeu) ; 2 à 3 circuits d'eau isolés ; ΔT ≤ 4–5℃ entrée-sortie ; Cycle PEHD généralement de 35 à 70 secondes selon la taille de la prise de vue.
Ventilation profonde pour éviter les brûlures/coups courts— Rainures d'aération de la ligne de séparation de 0,01 à 0,015 mm tout autour du bord supérieur + inserts d'aération en acier poreux fritté ou broches d'aération au niveau de la zone de dernier remplissage (haut du noyau/épaulement) — critique sur les bacs en PEHD d'un tirage de plus de 800 mm.
Compensation du retrait pour le PEHD et le PP— Rétrécissement isotrope du PEHD ~ 1,5 à 2,0 % (consulter la fiche technique de la résine) ; PP ~1,2 à 1,8 % ; Agrandissement de la cavité vérifié par Moldflow ; planéité de la bride supérieure ±0,3–0,5 mm vérifiée pour le siège du couvercle ; rectitude/ovalité du canon contrôlée.
Conception des nervures de renfort et contrôle du gauchissement— Motif de nervures externes verticales/horizontales (pas trop épais — 60 à 70 % du mur) analysé dans DFM pour éviter la distorsion de l'évier et du tonneau après le démoulage ; éjection via bague dévêtisseur + broches d'éjection périphériques ; Éjection pneumatique en option pour les tirages profonds > 600 mm.
Évidement de roue/fente d'essieu formé dans le corps— Glissière locale peu profonde ou insert amovible amovible pour former un évidement de moyeu de roue et une fente d'essieu ; Les roues et l'essieu métallique réels ne sont PAS moulés dans cet outil — ils sont pressés après le moulage. Clarifié pour l’exactitude des citations.
Finition de surface — Grain lisse ou léger— Norme de polissage satiné cavité SPI B1/B2 ; en option VDI 27-30 grain de cuir très léger pour une résistance aux graffitis ; PAS de texture rotin/EDM tissé (différencie de la série en rotin d'intérieur).
Nombre de cavités standard — Corps de bac extérieur :Cavité unique (1 × 1) uniquement — grand moule, refroidissement optimisé et qualité exigent une construction individuelle. Couvercle : 1×1 ou 2 cavités en option.

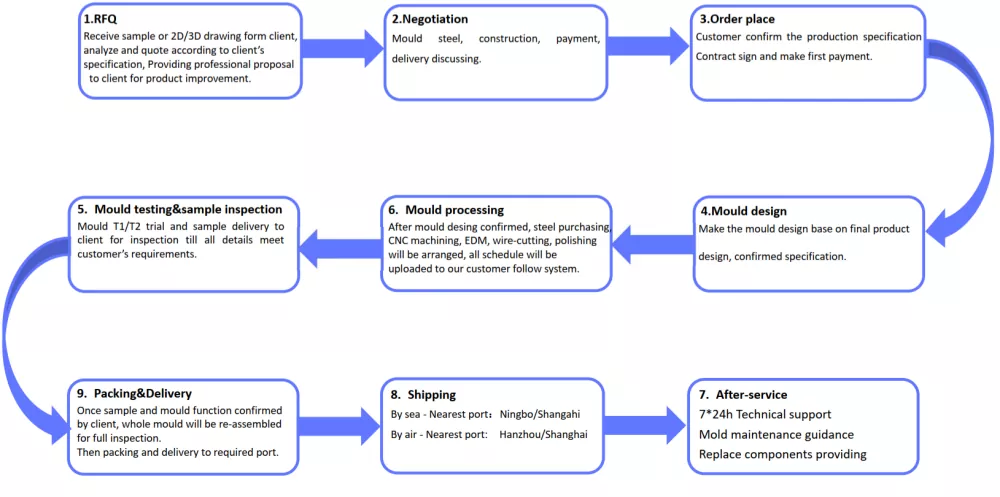
Lancement du projet et examen du DFM— Analyser l'épaisseur de paroi (type 2,5 à 4,0 mm), le retrait du PEHD/PP, l'emplacement de la porte (noyau direct ou pointe chaude), la stratégie de ventilation du noyau profond, la glissière/l'insert de l'évidement du moyeu de roue, la course d'ouverture de la machine requise (≥1,5×H+100 mm) et le dégagement des barres de liaison ; suggérer des ajustements de l’épaisseur des nervures pour éviter la distorsion du canon.
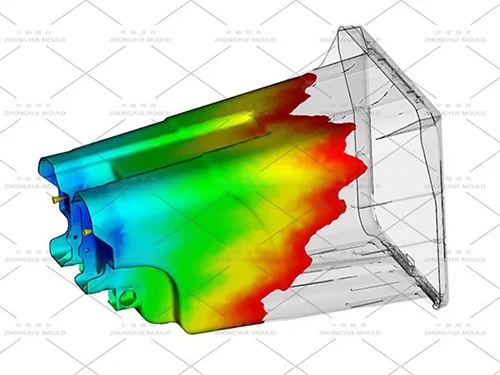
Simulation Moldflow (Refroidissement + Remplissage + Déformation)— Vérifiez le modèle de remplissage (le PEHD à ouverture supérieure s'écoule vers le bas grâce à la gravité), l'uniformité du refroidissement avec les spécifications d'insertion BeCu, l'ovalité prévue et la déformation de la bride supérieure sur le canon haut.
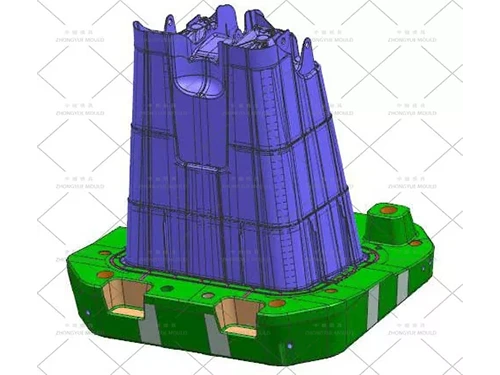
Approbation de la conception du moule 3D— Assemblage complet avec disposition de refroidissement (déflecteur central + spécification BeCu), détail des canaux chauds/carottes d'injection, goupille d'aération à noyau profond/zone en acier poreux, définition de glissière/insert d'évidement de roue, système d'éjection à anneau dévêtisseur.
Usinage de précision— Cavité d'ébauche/finition CNC grand format à grande vitesse, perçage de trous profonds pour déflecteur de refroidissement, raccord d'insert BeCu avec vérification du contact thermique, nitruration par glissière H13 et ajustement manuel, polissage du noyau/cavité SPI B1/B2 ou gravure légère VDI.
Essai et correction T1— Fonctionne sur une machine interne de gros tonnage ; vérifier l'ovalité du canon, la planéité de la bride supérieure, l'analyse de l'épaisseur des parois, la garniture des vestiges de la porte, le cycle de refroidissement ; fournir une vidéo d'essai + un bac d'échantillons + un rapport CMM.
Emballage final et expédition— Boîtier robuste sans fumigation, manuel d'utilisation du moule, liste des pièces de rechange (broches d'éjection, buses d'eau, douille d'injection, ressort coulissant, insert BeCu disponible comme consommable), traitement thermique et certificats en acier.
Capacité de moulage de grandes marchandises— Poubelles, caisses, chaises, palettes et poubelles extérieures en rotin (30 L à 240 L) construites en interne avec une CNC 5 axes et une perceuse profonde
DFM et Moldflow internes (refroidissement + déformation)— Optimiser le retrait du PEHD/PP, la ventilation profonde et l'emplacement de refroidissement du BeCu avant la découpe de l'acier ; vérifier la planéité du siège du couvercle et la rectitude du canon
Expertise des canaux chauds et des cavités profondes— Intégration YUDO/SYNVENTIVE ; Refroidissement de l'insert BeCu ; broches d'aération frittées ; conception à anneau décapant + éjection assistée par air
Contrôle qualité strict et progrès transparents— Photos d'usinage hebdomadaires, approbation d'échantillon T1 (ovalité et planéité des brides vérifiées) avant expédition
Expérience d'exportation— Moules expédiés en Europe (programmes de bacs conformes à la norme EN840), en Amérique du Nord, en Amérique du Sud, en Asie du Sud-Est, au Moyen-Orient
Garantie moule d'un an + fourniture de pièces de rechange (inserts BeCu, broches d'aération, ressorts coulissants, broches d'éjection)
Q : Ce moule inclut-il les roues et l’essieu métallique ?
R : Non. Le moule du corps forme le corps du bac et l'évidement du moyeu de roue/fente de l'essieu (via une glissière ou un insert amovible). Les roues (PP/HDPE avec roulement) et l'essieu en acier galvanisé sont des composants achetés assemblés après moulage – PAS moulés par injection dans cet outil.
Q : Quel matériau recommandez-vous : PEHD ou PP ?
R : Le PEHD (MFR 0,03-0,08, stabilisé aux UV, ESCR élevé) est la norme industrielle pour les poubelles à roulettes de 120 L/240 L — excellente résistance aux chocs et aux fissures sous contrainte en extérieur. PP+UV est parfois utilisé pour les petites poubelles de 30 L/60 L, mais moins courant pour les poubelles à roulettes robustes.
Q : Canal chaud ou porte d'alimentation directe ?
R : Pour les bacs en PEHD de 120 L/240 L, nous recommandons une entrée d'alimentation directe (la buse de la machine entre en contact avec la douille d'injection, sans canal) ou un canal chaud ouvert à 1 ou 2 pointes (YUDO/SYNVENTIVE). Les canaux froids ne sont conseillés que pour les petits bacs de 30 L/60 L. L'obturation séquentielle des vannes n'est pas nécessaire : le PEHD à ouverture supérieure se remplit vers le bas.
Q : Pouvez-vous également citer le moule de couvercle correspondant ?
R : Oui – nous citons le corps du bac extérieur comme un moule à 1 × 1 cavité et le couvercle comme un moule à 1 × 1 ou 2 cavités (cycle plus court). Les couvercles de recyclage à code couleur (différentes couleurs) peuvent partager un moule de couvercle et simplement changer de MB — nous pouvons le confirmer.
Q : De quoi avez-vous besoin pour un devis ?
A : dessin 2D (PDF/DWG) + modèle 3D (STP/IGS/X_T) OU photos claires avec dimensions (capacité, Ø haut/bas ou L×W, hauteur, épaisseur de paroi, poids), matériau cible (qualité HDPE / PP+UV), volume annuel et données de plateau/barre de serrage/pince de votre machine d'injection (en particulier pour 120L/240L).
Envoyez le dessin 2D de votre poubelle extérieure + le modèle 3D (ou des exemples de photos avec dimensions et capacité détaillées) et les exigences du projet. Dites-nous si vous avez également besoin du moule de couvercle correspondant. ZHONGYUE MOLD fournira un examen DFM gratuit + un résumé de l'analyse de refroidissement/déformation Moldflow + un devis formel dans les 24 à 48 heures ouvrables.
Contactez-nous maintenant pour démarrer votre projet de moulage par injection de corps de poubelle extérieure / poubelle à roulettes !
Animé par la philosophie :
Zhongyue Mold est une entreprise leader dans l’industrie des moules de couverture de climatiseur à injection plastique. Notre équipe d’ingénieurs et de concepteurs hautement expérimentés possède plusieurs décennies d’expérience combinée dans la conception et la fabrication de moules de couvercle de climatiseur en plastique. Nous fournissons un service complet, spécialisé dans la production de moules de couverture de climatiseur de haute qualité et de haute précision. Nous avons également aidé de nombreux clients à personnaliser différents types de lignes de moulage de couvercles de climatiseur en plastique.
Nous pouvons également vous proposer une assistance complète dans la gestion de votre processus de production. Le service des achats achètera des matières premières de haute qualité, tandis que le service technique sélectionnera la formule plastique appropriée. Conformément aux paramètres des exigences de durée de vie du moule du couvercle de climatiseur en plastique et du positionnement sur le marché, nous sélectionnerons les paramètres de couvercle de climatiseur en plastique, la structure, etc. les plus appropriés. Notre vaste capacité de production nous permet de livrer des couvercles de climatiseur en plastique rapidement, à des prix compétitifs et avec une qualité garantie.


Adresse
No.38, rue Kaituo Road Xinqian, ville de Huangyan Taizhou, province du Zhejiang, Chine
Tél

















