





ZHONGYUE MOLD est un fabricant professionnel de moules à injection chinois qui fournit des moules évasés pour garde-boue avant automobile / des moules évasés pour passage de roue avant (moules à sourcils pour garde-boue avant) aux fournisseurs mondiaux de pièces automobiles de niveau 1, aux équipementiers et au segment tout-terrain du marché secondaire. Les évasements d'ailes avant diffèrent de ceux arrière : ils intègrent souvent des découpes pour clignotants latéraux, des poches pour capteurs de stationnement avant et nécessitent une correspondance précise de l'écart/affleurement avec le pare-chocs avant et le phare. La plupart sont moulés en TPO noir ou PP+EPDM-T20 avec un grain mat épais (VDI 30-42), ou en ABS/PC+ABS, prêts pour la peinture couleur carrosserie. Nos moules sont dotés d'un refroidissement optimisé pour les panneaux à forte courbure, de portes sous-marines cachées sur la face arrière, de mini-glissières hydrauliques pour les évidements de lampes/capteurs et d'une formation précise de bossages de clips à encliquetage.
Des évasements avant étroits d'origine aux évasements d'ailes avant larges (SUV/tout-terrain) en passant par les sourcils/garnitures d'arc de garde-boue avant, nous proposons un examen DFM complet et une simulation Moldflow avant la découpe de l'acier.
|
Article |
Spécifications/Options |
|
|
Nom du moule |
Moulage par injection évasé d'aile avant automobile/évasement de passage de roue avant (sourcil d'aile) |
|
|
Acier pour cavité et noyau |
718H pré-durci (HRC 33-38), 2738HH ; P20 pour prototype ; H13 nitruré pour les glissières à forte usure / les poussoirs de poche pour capteurs ; S136 en option pour zone chrome/logo |
|
|
Fond de moule |
LKM / DME / HASCO / Auto-conçu (convient aux presses 650T-1800T) |
|
|
Cavités |
Cavité unique (1×1) ; Cavité miroir 1+1 (L+R simultanées) disponible |
|
|
Système de coureur |
Canaux froids (porte secondaire/bord) ou canaux chauds — 2 à 6 gouttes (YUDO / SYNVENTIVE / Mold-Master en option) |
|
|
Type de porte |
Porte sous-marine sur bride intérieure/face arrière ; porte de ventilateur ; déclenchement direct par chute chaude, le cas échéant |
|
|
Éjection |
Broches d'éjection + bloc d'éjection / plaque de dévêtissage / éjection précoce ; interface de retrait du robot |
|
|
Refroidissement |
Baffles Ø8–12 mm, barboteurs, inserts BeCu près des rayons et bossages de clips, multicircuit |
|
|
Glissières / élévateurs |
Glissières à broches coudées ou mini-vérins hydrauliques pour découpe de clignotant et poche de capteur ; élévateurs pour contre-dépouille du siège du clip |
|
|
Finition de surface |
Cavité VDI 27–42 grain mat / texture MT ; noyau satiné; Vernis SPI A1/A2 pour version à peindre ; insert de gravure de logo |
|
|
Durée de vie du moule |
≥500 000 tirs (718H) ; ≥300 000 tirs (P20) ; ≥800 000+ tirs (nitruré H13/S136) |
|
|
Matériau de moulage recommandé |
TPO (retrait ~1,2–1,8 %), PP+EPDM-T20 (retrait ~1,0–1,5 %), ABS/PC+ABS pour peinture |
|
|
Logiciel de conception |
UG NX, CATIA, Pro/E, SolidWorks, Moldflow |
|
|
Contrôle de tolérance |
±0,05 mm en général ; ±0,1 mm sur le pas du trou de montage/siège du clip ; ±0,3 mm sur le pare-chocs et la porte assortis aux contours |
|
|
Délai de mise en œuvre |
40 à 60 jours après l'approbation de la conception du moule 3D |
|
|
Matériau du moule |
Dureté |
Durée de vie du moule |
|
P20 |
HRC28-33 |
>300 000 tirs |
|
718 |
HRC 33-36 |
>500 000 tirs |
|
H13 |
HRC >43 |
>800 000 tirs |
|
2344 |
HRC >48 |
>800 000 tirs |
|
S136 |
HRC 48-52 |
>1 000 000 de tirs |
Donnez de la luminosité à votre prochain projet de moule en plastique pour ailes évasées !
|
Type de pièce |
Matériel commun |
Focus sur la conception de moules |
|
Évasement de passage de roue avant d'origine (étroit/standard) |
TPO, PP+EPDM-T20 (noir mat) |
Coulisse de découpe des clignotants, lève-poche pour capteur, grain VDI 30-36 sur la surface A, espace/affleurement du pare-chocs et de la porte |
|
Élargissement d'aile avant à corps large (tout-terrain/pick-up/SUV) |
TPO, PP+EPDM, ABS pouvant être peint |
Profondeur d'emboutissage plus grande → plaque de dévêtissage/bloc d'éjection ; possibilité de cavité miroir 1+1 ; contrôle de la déformation aux extrémités de l'évasement |
|
Sourcil d'aile avant/garniture d'arche supérieure |
PP noir, ABS avec zone d'insertion chromée |
Rayon étroit, insert de gravure du logo, zone polie S136 pour évidement de la bande chromée |
|
Élargissement avant à peindre couleur carrosserie (garniture sport/luxe) |
ABS, PC+ABS (prêt pour apprêt) |
Cavité SPI A1/A2 hautement polie, ligne de soudure poussée vers la bride cachée, surface de classe A |
|
Évasement avant avec extension de garde-boue intégrée/poches à clips |
Zone de superposition TPO/TPV |
Mini glissières hydrauliques pour évidement de clip et contre-dépouille de languette de vis ; contrôle de la ligne de témoin |
Contre-dépouilles spécifiques à l'avant— Poches pour lampes de signalisation et capteurs — Glissières à broches coudées ou mini-vérins hydrauliques pour l'ouverture des feux de répétiteur latéraux et la poche du sonar de stationnement avant ; élévateurs pour contre-dépouilles internes sur les sièges de clips.
Éjection et contrôle de la déformation des panneaux incurvés à emboutissage profond— Barre de dénudage, réseaux de blocs d'éjection ou éjection anticipée avec retour guidé ; Les inserts à déflecteur profond + BeCu maintiennent ΔT ≤ 3–4℃, minimisant ainsi la déformation des extrémités au niveau du rayon plus étroit de l'ouverture de la roue avant.
Surface extérieure grainée mate (TPO/PP)— Cavité VDI 30-42 ou cuir/grain de galets MT-110xx (Mold-Tech, YS) directement gravée ; côté intérieur satiné ; logo/numéro de pièce via insert modifiable.
Compensation du retrait des polyoléfines— Retrait du TPO ~1,2 à 1,8 % ; PP+EPDM-T20 ~1,0 à 1,5 % (MD)/1,2 à 1,8 % (TD) ; Dimensionnement de la cavité vérifié par Moldflow.
Portail caché sur face arrière non visible— Porte sous-marine (latente) ou bord/porte en éventail sur la bride intérieure/arrière ; canaux chauds à obturateur ouvert ou séquentiel en option pour les lignes d'origine à haut volume.
Option de cavité de miroir 1+1 (évasements avant L+R)— Conception équilibrée canaux/gouttes à chaud avec temps de remplissage égal ; double la sortie pour les fusées avant symétriques.
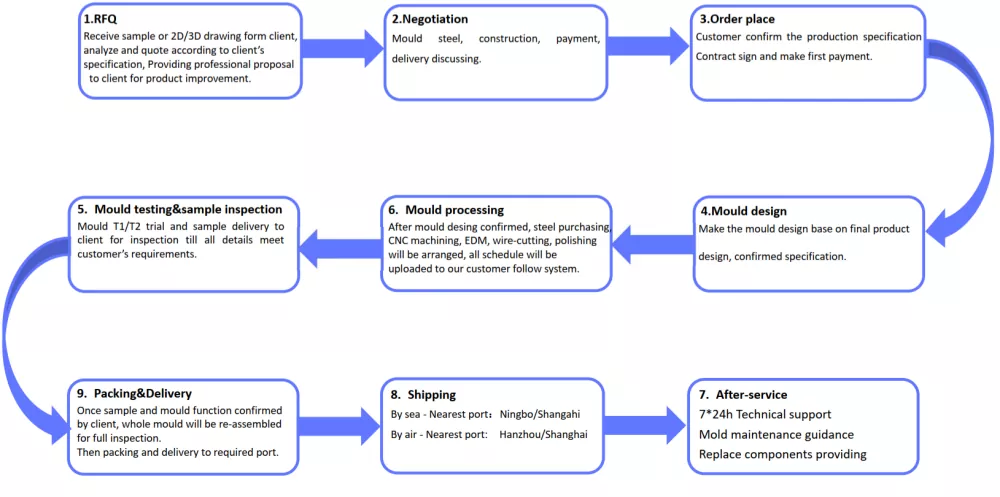
Lancement du projet et examen du DFM— Analyser le tirant d'eau (≥1,5° sur TPO/PP), l'épaisseur de paroi (2,0 à 3,0 mm typique), le démoulage de la poche des clignotants/capteurs, les données d'écart/affleurement du pare-chocs et du phare ; proposer des améliorations.
Simulation de flux de moule (Moldflow)— Modèle de remplissage, position de la ligne de soudure (poussée vers la bride/arrière cachée), force de serrage, uniformité du refroidissement et déformation prévue pour le panneau avant incurvé.
Approbation de la conception du moule 3D— Assemblage complet avec disposition de refroidissement, équilibrage des glissières (pour 1+1), détail coulissant/leveur pour la poche de lampe et l'évidement du clip, définition de la zone de texture.
Usinage de précision— Ébauche/finition CNC à grande vitesse, perçage de trous profonds pour le refroidissement, EDM pour des découpes fines et une gravure de texture.
Essai et correction T1— Exécuté sur une machine interne ; fournir une vidéo d'essai + un rapport dimensionnel CMM + des échantillons de pièces pour approbation.
Emballage final et expédition— Boîtier sans fumigation, manuel d'utilisation du moule, liste des pièces de rechange, traitement thermique et certificats en acier.
Expérience en matière de moule extérieur automobile— Moules de pare-chocs, d'ailes, de calandre, de panneaux de porte et d'évasements d'ailes construits en interne
Rapport DFM et Moldflow internes— Identifier les risques de remplissage/déformation/évier et optimiser avant la découpe de l'acier ; vérifier l'espace/l'ajustement affleurant du pare-chocs avant
Solutions de coureurs flexibles— Canaux froids ou canaux chauds de marque (YUDO/SYNVENTIVE/Mold-Master) ; Expérience de conception de cavité de miroir 1+1
Contrôle qualité strict et progrès transparents— Photos d'usinage hebdomadaires, inspection CMM, approbation des échantillons T1
Expérience d'exportation— Moules expédiés en Europe, Amérique du Nord, Amérique du Sud, Asie du Sud-Est
Garantie sur le moule d'un an + fourniture de pièces de rechange
Q : Quelle est la différence entre les moules d'évasement d'aile avant et arrière ?
R : Les élargisseurs avant ont souvent des découpes pour les clignotants latéraux et des poches pour capteurs de stationnement nécessitant des glissières/leveurs supplémentaires, et doivent correspondre à l'espace/affleurement avec le pare-chocs avant et le phare – tolérance de contour plus serrée sur le bord d'attaque. Les élargisseurs arrière ont généralement des contours plus simples par rapport au pare-chocs arrière/panneau de custode.
Q : Pouvez-vous fabriquer des moules pour les évasements d'aile avant gauche et droit – ou une cavité de miroir 1+1 ?
R : Oui. Nous concevons des moules LH/RH à cavité unique et des moules à cavité miroir 1+1 pour doubler le rendement par tir pour les fusées avant symétriques.
Q : Quelle texture/grain de surface prenez-vous en charge ?
R : VDI 27–42 grain de galet/cuir mat (généralement VDI 36 pour les fusées éclairantes TPO), motifs Mold-Tech/YS ou SPI A1/A2 poli pour les versions ABS pouvant être peintes. Logo via insert modifiable.
Q : De quoi avez-vous besoin pour un devis ?
R : modèle de pièce 3D (STP/IGS/X_T), matériau cible (TPO/PP+EPDM-T20/ABS), préférence annuelle de volume/cavitation (1×1 ou 1+1), données du plateau de votre machine d'injection, texture de surface et spécifications d'espacement des pièces d'accouplement, le cas échéant.
Envoyez votre modèle 3D d'évasement d'aile avant (STEP/IGS/X_T) et les exigences du projet. ZHONGYUE MOLD fournira un rapport DFM gratuit + un résumé du flux de moule + un devis formel dans les 24 à 48 heures ouvrables.
Animé par la philosophie :
Zhongyue Mold est une entreprise leader dans l’industrie des moules de couverture de climatiseur à injection plastique. Notre équipe d’ingénieurs et de concepteurs hautement expérimentés possède plusieurs décennies d’expérience combinée dans la conception et la fabrication de moules de couvercle de climatiseur en plastique. Nous fournissons un service complet, spécialisé dans la production de moules de couverture de climatiseur de haute qualité et de haute précision. Nous avons également aidé de nombreux clients à personnaliser différents types de lignes de moulage de couvercles de climatiseur en plastique.
Nous pouvons également vous proposer une assistance complète dans la gestion de votre processus de production. Le service des achats achètera des matières premières de haute qualité, tandis que le service technique sélectionnera la formule plastique appropriée. Conformément aux paramètres des exigences de durée de vie du moule du couvercle de climatiseur en plastique et du positionnement sur le marché, nous sélectionnerons les paramètres de couvercle de climatiseur en plastique, la structure, etc. les plus appropriés. Notre vaste capacité de production nous permet de livrer des couvercles de climatiseur en plastique rapidement, à des prix compétitifs et avec une qualité garantie.


Adresse
No.38, rue Kaituo Road Xinqian, ville de Huangyan Taizhou, province du Zhejiang, Chine
Tél















